
The pharmaceutical industry operates within a stringent regulatory environment demanding precision, hygiene, and traceability at every stage of production. Packaging, in particular, plays a critical role in protecting the integrity of pharmaceutical products, ensuring patient safety, and maintaining brand reputation. Buy the right Pharmaceutical Packaging Machine is therefore paramount for pharmaceutical manufacturers looking to streamline operations, minimize errors, and meet increasingly complex compliance requirements. This comprehensive guide aims to provide pharmaceutical professionals with the knowledge necessary to navigate the complex world of industrial packaging machines, enabling them to make informed decisions that optimize their packaging processes and contribute to overall business success.
Understanding the Landscape: Types of Industrial Packaging Machines for the Pharmaceutical Industry

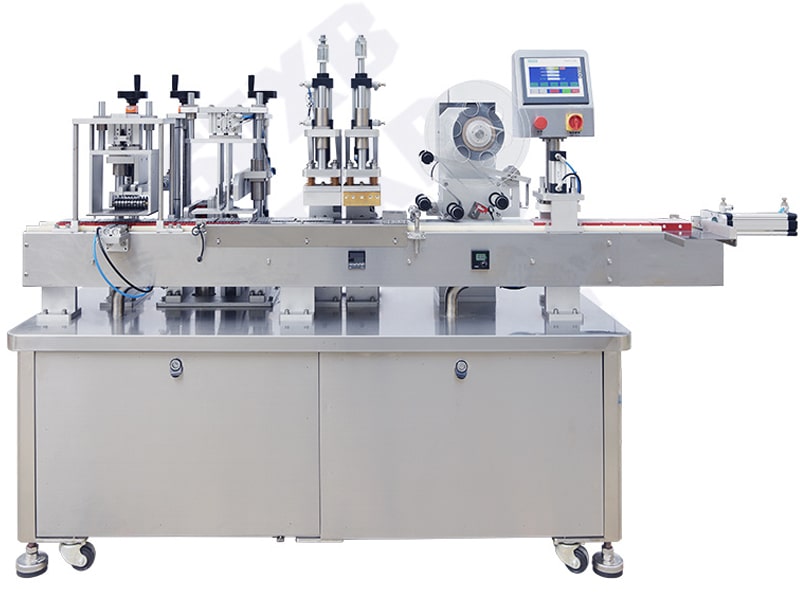
First, let’s show you some of the best industrial packaging machines you can buy from SFXB Special Equipment: Automatic filling production line, Filling machine, Capping machine, Sealing machine, Labeling machine are our main products, selling well at home and abroad.
The pharmaceutical industry utilizes a diverse array of packaging machinery, each designed to handle specific product types, packaging formats, and production volumes. Understanding the different types and their functionalities is the first step towards selecting the most appropriate solution. Here’s a breakdown of common industrial packaging machine types used in the pharmaceutical sector:
• Blister Packaging Machines:
These machines are essential for packaging tablets, capsules, and other solid-dose medications into individual blisters, providing protection against moisture, light, and contamination. Different types include rotary blister machines, flat-bed blister machines, and thermoforming blister machines, each offering varying degrees of speed, automation, and material handling capabilities.
 |
Automatic Blister Alu PVC Packaging Machine DPP-270
The DPP-270 automatic blister aluminum-plastic packaging machine is a high-end customized equipment designed for efficient and safe packaging needs. It adopts precision technology to ensure stable operation and supports rapid mold replacement, greatly improving production flexibility. The equipment is compatible with a variety of specifications and is suitable for industries such as pharmaceuticals, food and electronics to meet different packaging needs. |
• Strip Packaging Machines:
Similar to blister packaging, strip packaging machines encase individual doses of medication within two strips of flexible packaging material, typically aluminum foil or plastic film. This format is often used for powders, granules, and liquid medications.
• Cartoning Machines:
These machines automatically erect, load, and seal cartons, providing a protective outer layer for blisters, strips, bottles, vials, and other primary packaging forms. Cartoning machines can handle various carton styles, including straight tuck, reverse tuck, and glue-end cartons.
• Filling Machines:
Essential for packaging liquid, powder, and granular pharmaceuticals into bottles, vials, ampoules, and syringes. Filling machines can be categorized by filling principle, such as volumetric filling, gravimetric filling, and time-pressure filling, each offering different levels of accuracy and speed. Within each category, specialized machines exist for different container types (e.g., aseptic filling for sterile injectables).
 |
XBCZ series automatic weighing liquid filling machine
·Food, medicine, cosmetics, chemical industry and other drum-type liquid weighing sub-packaging; |
• Sealing Machines:
These machines provide a hermetic seal to various types of containers, ensuring product integrity and preventing leakage or contamination. Types include heat sealing machines, induction sealing machines, and ultrasonic sealing machines, each suitable for different packaging materials and applications.
 |
Fully automatic eight-tube linear film sealing and cutting machine
·Mechanical and electrical integration design, PLC programmable controller and color touch screen form a reliable control system to ensure stable operation; |
• Capping Machines:
Proper capping is a critical step in safeguarding the integrity, sterility, and longevity of pharmaceutical products post-filling. At SFXB, we understand the non-negotiable standards of the pharmaceutical industry, which is why we engineer high-performance capping machines that deliver airtight seals, compliance with global regulations, and seamless production scalability.
 |
XBZY-80/100 Automatic Capping Machine
·Various high and short bottles,round bottles,square bottlesand oblate bottles. |
• Labeling Machines:
These machines apply labels to various containers, providing essential information such as product name, dosage, batch number, expiration date, and regulatory markings. Labeling machines can be inline or offline, and can handle different label types, including pressure-sensitive labels, wrap-around labels, and shrink-sleeve labels.
 |
SF-3030 Automatic round bottle labeling machine
·Small desktop machine,easytouse; |
• Case Packers:
These machines automatically load packaged products into cases or cartons for transportation and storage. Case packers can be top-load, side-load, or end-load, depending on the product and case configuration.
• Palletizers:
These machines automatically stack cases or cartons onto pallets for efficient material handling and warehousing. Palletizers can be robotic or conventional, and can handle different pallet sizes and stacking patterns.
Critical Considerations for Choosing Pharmaceutical Packaging Machine
Selecting the right packaging machine for a pharmaceutical application requires careful consideration of several factors, including:
• Product Characteristics:
The physical properties of the product being packaged, such as its form (solid, liquid, powder), viscosity, sensitivity to moisture or light, and potential for degradation, will significantly influence the choice of packaging machine. Certain machines are better suited for handling specific product characteristics while maintaining product integrity. For example, a highly viscous liquid will require a filling machine specifically designed for high-viscosity products.
• Packaging Format:
The desired packaging format, such as blisters, strips, bottles, vials, or syringes, will dictate the type of machine required. Consider the size, shape, and material of the packaging container, as well as any specific design features, such as tamper-evident closures or child-resistant packaging.
• Production Volume:
The required production volume will determine the speed and capacity of the packaging machine. Pharmaceutical manufacturers must carefully assess their current and projected production needs to ensure that the chosen machine can meet their demands without creating bottlenecks or inefficiencies. Consider the machine’s cycles per minute (CPM) or units per hour (UPH) rating.
• Automation Level:
The degree of automation desired will influence the level of investment and complexity of the packaging machine. Automation can reduce labor costs, improve accuracy, and increase throughput, but it also requires more sophisticated programming and maintenance. Factors like automatic product feeding, quality control and inspection systems, and data logging and tracking are all examples of automation levels to consider.
• Regulatory Compliance:
The pharmaceutical industry is subject to stringent regulatory requirements, such as Good Manufacturing Practices (GMP) and 21 CFR Part 11, which dictate the design, operation, and validation of packaging equipment. Ensure that the chosen machine is designed and manufactured in compliance with these regulations and that it can provide accurate and reliable data for audit trails.
• Hygiene and Cleanability:
Pharmaceutical packaging machines must be designed for easy cleaning and sanitation to prevent cross-contamination and maintain product purity. Materials of construction should be corrosion-resistant and compatible with cleaning agents. Consider machines with smooth surfaces, minimal crevices, and readily accessible components for thorough cleaning. Cleaning-in-place (CIP) capabilities can be a significant advantage.
• Changeover Time:
Frequent product changes are common in the pharmaceutical industry. The speed and ease with which a packaging machine can be changed over from one product or packaging format to another is an important consideration. Machines with quick-change tooling and intuitive controls can minimize downtime and improve overall efficiency.
• Maintenance and Service:
Regular maintenance is essential to ensure the reliable operation of pharmaceutical packaging machines. Choose a supplier that offers comprehensive maintenance services, including preventive maintenance, troubleshooting, and spare parts availability. Local service and support are particularly beneficial.
• Budget:
The cost of packaging machinery can vary significantly depending on the type, complexity, and features. Establish a realistic budget that takes into account not only the initial purchase price but also ongoing operating costs, such as maintenance, spare parts, and training. Consider the total cost of ownership (TCO) over the lifespan of the machine.
• Supplier Reputation and Experience:
Select a reputable supplier with a proven track record in the pharmaceutical industry. Look for a supplier that offers comprehensive solutions, including machine design, installation, training, and ongoing support. Check references and customer testimonials to assess the supplier’s reliability and expertise.
Benefits of Implementing Industrial Packaging Machines in Pharmaceutical Manufacturing
Investing in appropriate industrial packaging machinery offers numerous benefits to pharmaceutical manufacturers, contributing to improved efficiency, product quality, and regulatory compliance:
• Increased Efficiency and Throughput:
Automated packaging machines can significantly increase production speed and throughput compared to manual packaging methods. This allows manufacturers to meet growing demand and reduce lead times.
• Improved Accuracy and Consistency:
Automated machines can ensure precise and consistent packaging, minimizing errors and reducing product waste. This is particularly important for dosage-sensitive medications.
• Enhanced Product Safety and Integrity:
Proper packaging protects pharmaceutical products from contamination, moisture, light, and other environmental factors, ensuring their safety and efficacy. Secure seals and tamper-evident features further enhance product integrity.
• Reduced Labor Costs:
Automation can reduce the need for manual labor, leading to significant cost savings over time. This allows manufacturers to reallocate resources to other areas of the business.
• Improved Regulatory Compliance:
Pharmaceutical packaging machines designed and operated in accordance with GMP and other regulatory requirements can help manufacturers maintain compliance and avoid costly penalties. Automated data logging and tracking features can simplify audit trails.
• Enhanced Brand Image:
High-quality packaging can enhance the perceived value of pharmaceutical products and contribute to a positive brand image. Consistent and professional packaging conveys a message of quality and reliability to patients and healthcare professionals.
• Optimized Supply Chain Management:
Efficient packaging processes can improve inventory management and reduce transportation costs, leading to a more streamlined supply chain.
Conclusion: Investing in the Right Packaging Solution
Selecting the right industrial packaging machine for the pharmaceutical industry is a complex but crucial decision. By carefully considering the factors outlined in this guide, pharmaceutical manufacturers can make informed choices that optimize their packaging processes, improve product quality, ensure regulatory compliance, and ultimately contribute to the success of their business. Remember to prioritize product safety, regulatory adherence, and long-term cost-effectiveness when evaluating different options. Partnering with a reputable and experienced supplier is essential to ensure a smooth implementation and ongoing support for your chosen packaging solution.




Comments